WhizHip - 内冷刀杆
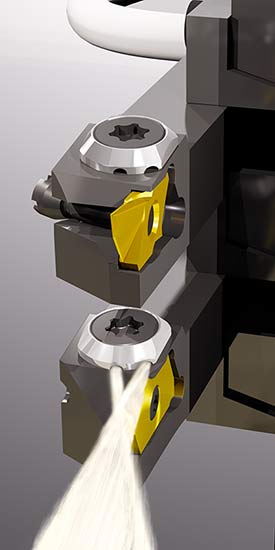
WhizHip 是专为瑞士型车床设计的高压内冷却刀杆, 高压冷却液穿过刀杆,然后在切削刃和铁屑之间的一个最佳角度喷射出来,可以有效冷却刀片和冲掉积屑。 大多数的刀杆使用标准 1/8 NPT 接头连接机床的冷却系统, 使用 WhizFix 刀杆无需额外投资特殊板块组。
为了缩短装夹时间,我们推荐使用 WhizHip 刀杆系列中的 WhizFix, 这样就无需把刀杆在机床中拿出来就可以更换刀片。

在铁屑和切削刃之间的最佳冷却液喷射点,可以提高冷却效果。 最佳的冷却压力对不同的机床、材料、转速和进给都有不同的要求。 WhizHip 刀杆即使在只有 10 bar 压力的情况下也会产生积极的作用。 正常使用大概在 75 bar, 即使高达 200 bar 也可以使用。
在加工钛合金和其它难加工材料的时候,使用高压冷却会对刀具有极大的性能提升。
|