WhizCut Original
後車削
精進後車技術
透過整合先進的切削幾何形狀和雙切削區,WhizCut Original 後車刀具可實現高切削深度,提供無瑕的表面光潔度,保持高效的進給率,並確保您的 CNC 加工過程中切屑控制無懈可擊。
使用 WhizCut Original 後車取得成功
- 100% 零件圓度:WhizCut 後車刀片提供最小的徑向切削壓力。
- 無瑕光潔度:當切屑沿著排屑槽捲曲並遠離工件時,可實現卓越的切屑控制。
- 延長刀具壽命:刀具半徑僅在切入過程中磨損。
- 節省時間:無需調整即可長時間保持尺寸精度。
- 靈活多變:提供多種獨特幾何形狀,高度適用於所有直徑。


精通複雜的後車
後車被公認為精密加工中最具挑戰性和複雜性的操作之一。從一開始,WhizCut 就正面迎接了這項挑戰。
如今,WhizCut 自豪地推出一系列全面的 WhizCut Original 後車刀片,這些刀片不僅旨在解決這些複雜性,更在性能上表現卓越。我們的刀片經過精心設計,可提供精確度、可靠性和效率,確保即使在最具挑戰性的後車操作中也能獲得最佳結果。
WhizCut Original 刀片採用優質鎢鋼和塗層製成,可確保零件尺寸長時間保持一致,實現更高的切削數據,並最大限度地減少循環時間和停機時間。這些後車刀片被歸類為徑向車削的 K 型刀片。

WhizGuide
選擇理想的後車刀片
型
B
B 型非常適合在不銹鋼、鈦、鎳基合金、哈氏合金、高溫合金、合金鋼以及其他需要良好排屑控制的硬質長屑材料中進行後車削。
型
C
使用C 型平頂刀片進行底切。
型
BP
BP 型 適用於容易產生積屑瘤的黏性材料,積屑瘤可能會損害表面光潔度或縮短刀具壽命。
型
VLR
VLR 型 用於後車,當仿形加工需要光滑表面時。例如在骨螺釘頭部後方進行加工。
型
BT
BT 型刀片在前端角設有倒角,以提高在硬質材料中的刀具壽命。當 B 型刀片出現早期磨損時,建議使用 BT 型刀片。
型
E
E 型刀片適用於高切削速度和低進給率的精加工操作,以確保最佳表面光潔度。修光刃設計保護了刀尖圓弧,相較於傳統全圓弧刀片,能有效延長刀具壽命。
產品表
後車刀片 — WhizCut Original








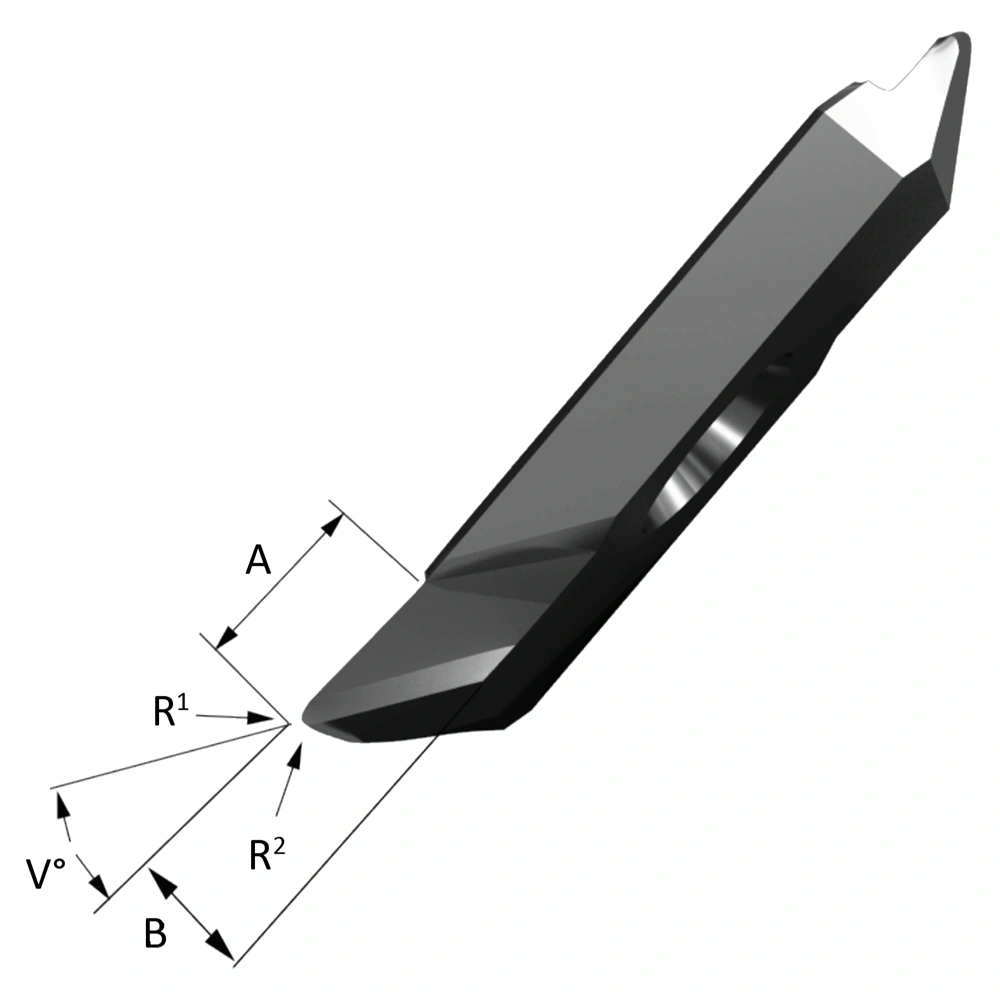
用於後車輪廓的刀片 | VLR 型
篩選刀片:
| 刀片 | L | A | B | R1 | R2 | V | 前角 | 8M | B8 | C8 | F8 | ND8 | NF8 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| K15ER VLR12-04 | 15 | 3 | 1 | 0,04 | 0,04 | 35° | 20° | ● | ● | ○ | ● | - | - |
| K15ER VLR12-05 | 15 | 3 | 1,9 | 0,05 | 0,05 | 35° | 20° | ● | ● | ○ | ● | - | - |
| K15ER VLR12-08 | 15 | 3 | 1,9 | 0,08 | 0,08 | 35° | 20° | ● | ● | ○ | ● | ○ | ○ |
| K15ER VLR12-12 | 15 | 3 | 1,9 | 0,1 | 0,2 | 35° | 20° | ● | ● | ○ | ● | ○ | ○ |
| K15ER VLR12-15 | 15 | 3 | 1,9 | 0,15 | 0,15 | 35° | 20° | ● | ● | ○ | ● | ○ | ○ |
| K15ER VLR12-2 | 15 | 3 | 1,9 | 0,2 | 0,2 | 35° | 20° | ● | ● | ○ | ● | ● | ● |
| K15ER VLR12-2-28 | 15 | 3 | 1,9 | 0,2 | 0,2 | 28° | 20° | ● | ● | ○ | ● | ○ | ○ |
| K15ER VLR12-4 | 15 | 3 | 2 | 0,4 | 0,4 | 42° | 20° | ○ | ● | - | ● | ● | ● |
| K15ER VLR8-2 | 15 | 3 | 2 | 0,2 | 0,2 | 42° | 8° | ○ | ○ | ○ | ○ | ● | ● |
| K15ER VLR8-2L | 15 | 6 | 2 | 0,2 | 0,2 | 42° | 8° | ○ | ○ | ○ | ○ | ● | ○ |
| K15ER VLR8-4 | 15 | 3 | 2 | 0,4 | 0,4 | 42° | 8° | ● | ○ | - | ○ | ● | ● |
| K15ER VLR8-4L | 15 | 6 | 2 | 0,4 | 0,4 | 42° | 8° | ○ | ○ | - | ○ | ● | ● |
| K20ER VLR12-15-28 | 20 | 9 | 3,4 | 0,15 | 0,15 | 28° | 20° | ○ | ○ | ○ | ○ | ○ | ○ |
| K20ER VLR12-2 | 20 | 9 | 3,4 | 0,2 | 0,2 | 37° | 20° | ○ | ● | ○ | ● | ● | ● |
| K20ER VLR12-2-28 | 20 | 9 | 3,4 | 0,2 | 0,2 | 28° | 20° | ○ | ● | ○ | ● | ● | ● |
| K20ER VLR12-4 | 20 | 9 | 3,4 | 0,4 | 0,4 | 37° | 20° | ● | ● | ○ | ● | ● | ● |
| K20ER VLR12-4-28 | 20 | 9 | 3,4 | 0,4 | 0,4 | 28° | 20° | ○ | ● | ○ | ● | ● | ● |
| K20ER VLR8-2 | 20 | 9 | 3,4 | 0,2 | 0,2 | 40° | 8° | ● | ○ | ○ | ○ | ● | ● |
| K20ER VLR8-4 | 20 | 9 | 3,4 | 0,4 | 0,4 | 37° | 8° | ● | ○ | ○ | ○ | ● | ● |
| K20ER VLR8-6 | 20 | 9 | 3,4 | 0,6 | 0,6 | 33° | 8° | ○ | ○ | ○ | ○ | ○ | ○ |